自动上管系统采用PLC控制,通过伺服电机,机械手、直线
导轨及滚珠丝杆等传动,结合各传感器信号的采集反馈,保证自动化作业的稳定快速性,提高生产效率。
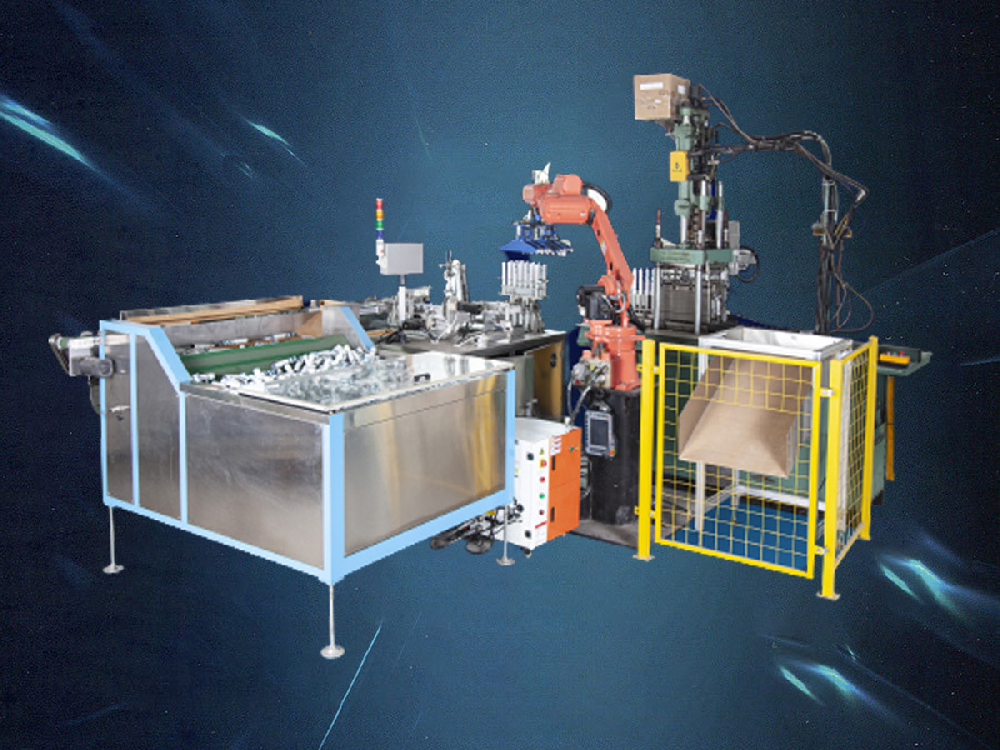
自动上管系统PLC精准控制,光电开关、色标传感器精确定位,与自动理管机联机(或小管径振动盘理管),自动理管,将软管有序排列后推管至上管输送带,同时可自动对光标;
然后再通过摆臂抓管放置于滑台管座内,再滑移至翻转机构工位,而后推管工位动作,将排列好的软管推送至翻转工位轴上再翻转90度到位,则工业机器人抓臂将软管抓取,做好上管准备;在一模在进行注肩的同时,机器人对已完成注肩的软管进行拔管动作,拔管完成后再续将待排列好的软管进行上管插至模具上等待注塑;
后续再将排列好的软管抓取好等待下一模,即周而复始、反复循环动作;

1.原有人工生产的模具,注塑机可继续利用,无需改变。
2.设备采用数字化自动控制,运用工业机器人,精准上管与取管,具有一键启动、自动回位、防撞保护功能;
3.上管时间节拍15S-17S,注塑模数可达4模/分钟,可大量节省人工,提高产能,降低生产成本。
4.采用伺服电机驱动,保证设备运行中的快速精准,取放料的快速稳定。
5.可实现某些特殊软管识别方向定位的注肩。
| 电压 | 220V/50Hz |
| 设备功率 | 8kW(不含注塑机) |
| 耗 气 量 | 0.8m3/min |
| 主体外形尺寸 | 1400x800x850(长x宽x高) |
| 理管机外形尺寸 | 2300x1200x1300(长x宽x高) |
| 总机重量 | 约800kg |